熔融的PET經過注射活塞加壓,流經熱流道,到達模腔的過程就是注射。注射的速度至關重要,對PET瓶坯的質量有重要的影響。注射壓力IV和PET的溫度都通注射速度直接相關。一般我們推薦的注射速度約8-12g/s每腔,這有利于保證穩定的注射過程,減少壓力和溫度的變化,保證瓶口充分和飽滿的成型,減少剪切和應力,是不均衡的收縮和變形減少。

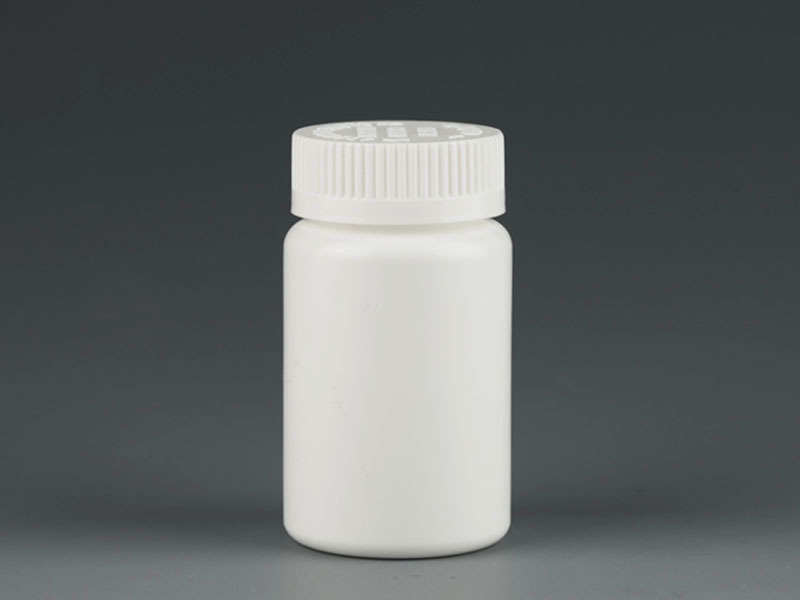
口服液體藥用聚酯瓶T001-60ml
如果將整個注塑循環中注射活塞的移動量為100%的話,則注射量應該被調整在大概85%-89%左右,這時整個模腔也已經被密度較低的熱的樹脂填充滿了。而在冷卻過程中會出現出較大的收縮,這就需要通過保壓來補充而產生的空缺量。

當注射速度比較慢或者PET瓶坯比較大的情況下,即使在注射的過程中也非常容易產生較大的收縮,這時需要將注射量適當的加大一些。相反如果注射速度比較快或者瓶坯較小的話,注射過程中的收縮相對很小,注射量可以適當減少一些。

 冀公網安備 13010802000997號
冀公網安備 13010802000997號 微信掃一掃
微信掃一掃