聚酯瓶的原料大分子中含有脂基,具有一定的親水性,粒料在高溫下對水比較敏感,當水份含量超過極限時,在加工中PET分子量下降,制品帶色、變脆。因此,聚酯瓶在加工前必須對物料進行干燥,其干燥溫度為165℃,4小時以上,一般為165-185℃,3-4小時。可用空射法檢驗材料是否完全干燥。

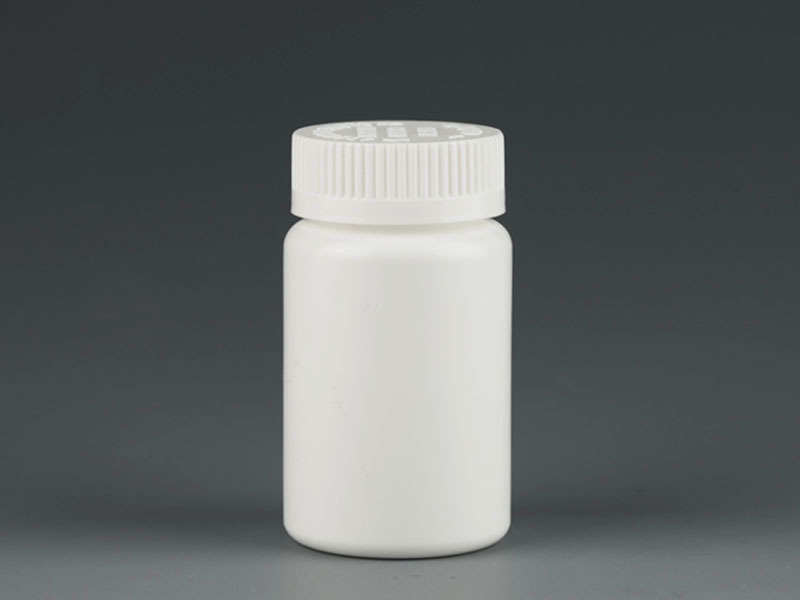
聚酯瓶
機器預熱,首先開啟機器循環水及模具水,機器預熱到達指定溫度環境進入下一步注料成型。一般注射速度要快,可防止注射時過早凝固。但過快,剪切率高使物料易碎。所以根據產品的容量克重調整機器的注射速度,保證產品的質量。產品冷卻要徹底,即可避免瓶體在包裝過程中發生變化也可以巡檢更徹底。

聚酯瓶
最后一步也是最重要的一步,包裝前做質檢,保證產品的出廠合格率,對于微生物要求高的客戶,包裝后滅菌,嚴格控制微生物的含量。整批次操作完成后,抽檢,抽檢合格發貨。

 冀公網安備 13010802000997號
冀公網安備 13010802000997號 微信掃一掃
微信掃一掃