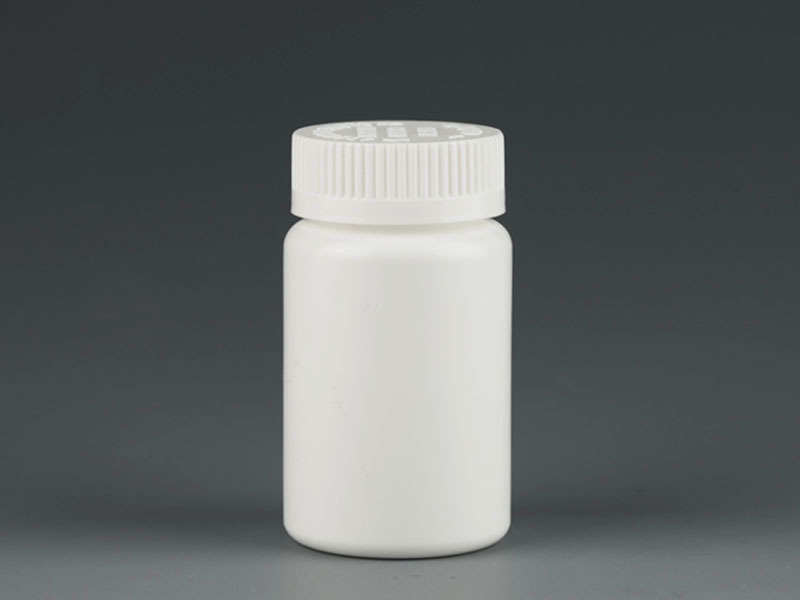
一步法PET瓶在注射成型瓶坯時,加工溫度在225~260度之間,若對PET成型時冷卻時間、速率控制不宜,PET瓶坯作為雙向拉伸用的中間產品在冷卻時就會生產晶相。

PET瓶生產過程中結晶對拉伸過程的影響是比較復雜的,不僅影響制品的透明度,而且影響制品的屋里機械性能。通常要求拉伸前的聚合物中不含有競相,不使其分子定向程度提高,從而保證PET的無定形狀態。要使冷卻后的聚合物變成非靜態,只有將熔融PET聚合物經過急冷使其溫度驟然降到玻璃化溫度以下。

因為在急冷過程中分子鏈段尚未及時成晶形陣列就已喪失了運動的能力,所以分子排列仍然是無序的,得到完全無定形態的PET。另外吹塑成型時拉伸溫度應控制在結晶速率的最大的溫度和玻璃化溫度之間。


 冀公網安備 13010802000997號
冀公網安備 13010802000997號 微信掃一掃
微信掃一掃